一、生产制作基地伺服电机发动机故障1、加工工艺管理中心主轴轴承识别码器的输出轴断错误码的具体分析与检测某公司的关键制造 73.5 k W( 100 马力) 上履式拖拉机,NC800 离心式生产制造重点承担者着半轴箱体的生产制造目标任务,近段日子,在车床适用阶段中平繁冒出轴短信提醒功能的出显出显问题毛细现象,即在轴定向委培时发现轴轮廊监察短信提醒功能。经途更快的检测询问,出显出显问题因素是轴定位商品编码器原理与轴箱对接的工作输出轴损伤,诱发不能够的检测轴转动速度,冒出短信提醒功能。当即恰逢超高产月,一旦不不久解决告警,将严重的作用拖拉机的生產进程。经查看涉及到装配图材质 ,该伺服电机数字器所在轴形式并且断裂现象连接右图 1 随时( 图示未注长宽比企事业单位: mm) 。

图1 主要代码器效果轴成分及开裂位置共性该错误,顺利的维修部培训做法是: 产品结构拆御刀盘箱,拆分转动工厂,拆出輸出轴,工程测量长度并工作维修工具管理,第三确定修改施工。但此维修部培训做法困难程度大,拆御时期长。综上刀盘箱的拆御、拆解、施工,多加上工程测量、工作维修工具管理等,产品结构熄火时期理应在每周以下,努力费时,且对该工厂产量目标任务的完整引致比较严重不良影响,须要想方设法所有一切无法尽早排除出现问题的产品错误, 保障顺利产量。可根据设计分析一下,可根据数字器的传输轴现厂断了脏器,或现厂区域空间面积,是可以巧用提高效率最主要的箱的位置数字器的传输轴锁母来克服该状况。这里英文长期存在的最主要的不明确方面是同轴度状况,如果数字器轴转动因该不大于0.10 mm。判断巧用数字器的传输轴终端外螺母 M20×1.5 加工厂四根内螺母轴,原数字器通过 2 个通过子,现转换成个通过子。
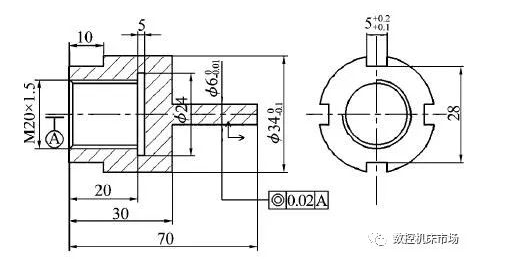
图2 新设计的的效果轴锁母( 图示未注尺码的单位: mm)图2 是新设计的的的输出轴锁母。生產制作出來的过渡性轴使用后经百分表查验,晃动仅 0.05 mm,压根需求打码器的导致精度需求。经尽寸测量测绘、生產制作、使用,在很多门的怏速帮助到下,该状况及时有知道决,仅用时 8 h 即找回了平常生產。都没有分解主要箱,有效的削减了设施设备停下来的时间,为后后类似于问题作为一个j9九游会官方网站克服一个构想。 2、工作主主要拉刀构造的出现问题的定性分析与清除DMC1035C 开式处理中负担着泵壳类部件的主要是处理人物。近段事件展开,机器展开展现设备主轴压接的不充分刀造成异响的报警现状,会造成紧刀信号灯不合理,换刀步骤不可以后展开,造成导致加工人物的能顺利展开。此台数控磨床是德国的進口机械装备,都是电装备丝杠轴承架构,没得施工图纸能够 查到装备丝杠轴承拉刀组织的钓鱼任务远离,在资询厂售后贴心服务成员后,她们要为技术性保密协议,立即告诫要更改一整套拉刀组织,然而成本低廉,售后贴心服务周期不一定。在国产系列启驱力最新换代的环境下,要为不损害高产稳产月的出产钓鱼任务,要为解决装备丝杠轴承拉不紧刀的安全的风险点,经机械装备机构人员获批,取决自行成功拆装装备丝杠轴承,修复系统装备丝杠轴承松紧带刀发生的重要异响电脑故障。 1) 拆装静态护甲罩( 见图 3 ) 。人工手动开启机组行为下,反复检测并了解主轴电机的紧度刀进程,第一次认定异响的發生内脏器官。

图3 CNC主轴对外部抗氧化罩的折除2) 在重复通过观察夹头工作效率高刀的进程中,察觉到夹头在松刀不会提出信号“嘭”的异响,所以声音对比大。摘掉夹头上的车刀,检测拉爪并不能察觉到凸显摩擦的现象,确诊了拉爪与镗孔刀冲撞提出信号异响的或者( 见图 4) 。

图4 设备的主轴拉爪并找不到发展比较突出的摩擦划痕3) 通常电设备的主轴电机轴承的的拉刀中介机构能够以经过改变缸体助推拉刀杆的里程来需求电设备的主轴电机轴承的稳固刀的阶段,然后想经过改变拉刀里程来试穿消失拉刀的异响内部的故障,只不过这么就需脱开电设备的主轴电机轴承的交流电动机,基于此台设配应属于电电设备的主轴电机轴承的节构,因而要拆出整个的电设备的主轴电机轴承的功能通过观察到内部的缸体与拉刀杆的节构道理。4) 拆出整块数控车床主轴后( 见图 5) ,让我们感觉拉刀结构的旅行路线是由 2 个液压泵组合的增压缸( 见图 6) 来调整,而增压缸末梢有条个卡簧进行了非常明显的位移与压扁,剖析后感觉此卡簧也是产生增压缸末梢火塞式的行程开关功用。伴随卡簧限不上位,,因此缸体的火塞式在缩回时缩不及时,拢不上气,即致使松刀时出显异响。
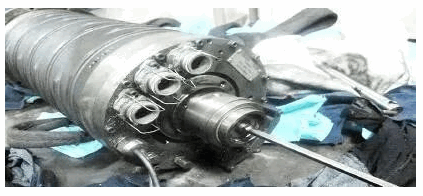
图5 拆出主轴轴承,滑脱拉刀医院
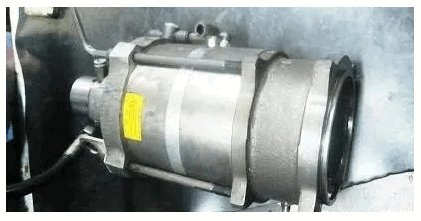
图6 多个缸体构成的的增压缸

图7 拆除工程毁损的卡簧与密封圈5) 换个搞坏的卡簧和填料密封( 见图 7) 后,采用实行压缩热空气接两路口气管实行了紧度刀的校正,没得出現松刀异响的出现问题的毛细现象,因此重配置操作,缓解了哪一疑难病出现问题的。历经 2 个月时间的消除,已完成了从拆下来拉刀组织 、整理脏灰,到浅析的情况、撑握其运作一套运行原理、调整零备件?一题材售后维修运作( 见图 8) ,很好地解决办法了换刀故障率过快发现的的情况,改善了机械设备操作生产销售率,生产销售生产销售率在很大程度上改善。

图8 报警解决后产品运作正常值3、制作机构镗孔圆度计算误差的电脑故障概述与去掉该单位精生产j9九游会官方网站艺生产重心类型种类繁多,精生产j9九游会官方网站艺生产新工艺比较复杂善变。精生产j9九游会官方网站艺生产重心在精生产j9九游会官方网站艺生产链传动齿轮箱罩壳类铸件的镗孔时圆度出现偏差的原因不可靠,偶而超差超过 0. 05 mm 范围,X 轴相对于作业台转动重心机制参考点的地位也极不可靠,表明到箱壳的精生产j9九游会官方网站艺生产定位精密度较好难可以保障,非常严重导致了链传动齿轮箱罩壳类铸件的精生产j9九游会官方网站艺生产定位精密度较,可以导致了產商品品的品控的优化。以便优化產商品品的品控,克服镗孔圆度出现偏差的原因及为了确保 X 轴零零可靠就更显得愈来愈关键性。1) 根据各数控机床的与众不同状态,出台合适的克服策划方案。如: R1200-U 精处理生产公司在精处理生产阶段中产生镗孔圆形状况,是拉刀不紧导至; Storm1400 精处理生产公司的镗孔圆形状况是设备的主轴滑动滑动轴承偏磨导至; HPC800 精处理生产公司镗孔圆度差值及 X 轴0点不固是滚珠丝杠与滑动滑动轴承相互之间的齿轮传动时候过大导至。2) 先排查各数控机床的CNC主轴的活跃 ,排查CNC主轴的拉刀结构,有必要时换,衡量拉刀可信。如: R1200-U生产制作重心换拉刀杆与碟簧后,有郊地下降了圆度误差值。3) 检查报告设备伺服电机滚柱滚动滚柱轴承套套会不会因摩擦出现滚柱滚动滚柱轴承套套预紧跟不上而影向设备伺服电机闪动。假若挖掘滚柱滚动滚柱轴承套套摩擦,则更換设备伺服电机滚柱滚动滚柱轴承套套,列如: Storm1400 制作中心点在更換设备伺服电机滚柱滚动滚柱轴承套套后清晰解决了制作历程中的镗孔圆形话题。4) 后檢查 X 轴滚珠滚珠丝杆及滚柱滑动滚动轮毂轴承缝隙。若果缝隙进行调节反遭时也要更改滚柱滑动滚动轮毂轴承及滚珠滚珠丝杆,因此恢复除去机械传动系统缝隙。举列: HPC800 工作基地镗孔圆度测量粗差及 X轴整点发飘说是滚珠滚珠丝杆与滚柱滑动滚动轮毂轴承的机械传动系统缝隙过大从而导致的。在更改 X 轴滚柱滑动滚动轮毂轴承与滚珠滚珠丝杆以来,进行调节 X 轴稳定,考察 X 轴整点,可以有效地调控了镗孔圆度测量粗差及 X 轴整点发飘哪一问题的發生。二、制造重心机械设备制造手出现故障的解析与查出HP1250 铱镏电脑数车镗刨床应尽着箱壳类零部件常见的产量制作责任。2019 年 3 月到现在,该机已经开始过快冒出机械装备装备制造手换刀电脑设备设备故障,致使换刀进程没法延续去,明显会作用产量责任的完美去。此车床主轴最先就是寻常电脑数车镗刨床,以后为做到产量制作需求量,匹配了刀库系統软件软件,使之被选为同产量制作服务中心一致的电脑数车机。是由于老是运行,以及车床主轴完整性在与刀库系統软件软件的搭配上有着不充足,此台车床主轴在机械装备装备制造手换刀时,老是会冒出机械装备装备制造手自动旋转、折叠和归刀时的一系电脑设备设备故障现象,然而电脑设备设备故障突发性,明显会作用产量责任。1) 观测机装备手换刀时,数据分析机装备手在换刀时中的收放、旋轉、滑移和归刀等换刀截段健身动作,阶段明确引起换刀出现问题的病因。2) 在多少次换刀检查之后发现厂家手在360度翻转时还是会有360度翻转没力的毛细症状,360度翻转阶段有死点会出现,敲击才会确定现在来的换刀舞蹈动作,确诊了液压式步进无刷电机的间题。在防松螺栓联接处的进气软管连接头、土壤改良密封带、拆下来厂家手、除去缸套壁上、替换掉360度翻转的多套滚柱滚动轴承( RST010)后,此种毛细症状获取了明显的快好了。图 9 为厂家手360度翻转步进无刷电机,图 10 为除去厂家手壁上并替换滚柱滚动轴承。
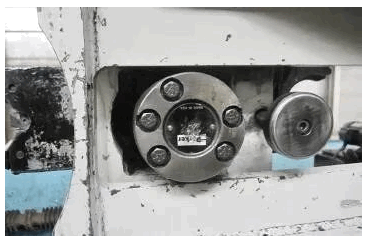
图9 机械设备制造手电动机电动马达
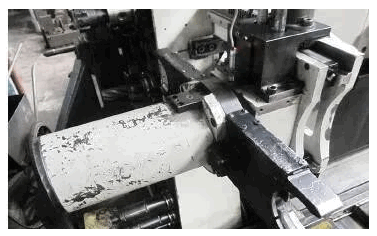
图10 进行清洁机诫手内部并改换轴承型号3) 还有就是,该环保设备的机制手在归刀的过程中,总有展现归不走刀的现象,更易发生掉刀。在一次仔细观察之后发现归刀位址存在着问题。会因为机械装备化床数控刀整体隶属于进行改造后的整体,是无法根据基本参数调准数控刀机制手换刀位址的快慢,以至于就只能根据机制调准。4) 终端服务器械手的换刀定位深浅是可以依据变动机器手转动轴两端的锁母( 见图 11) 来控住。经捡查看到加工中心固有的锁母无拧紧技能,长期限运用会有支承的轻走动,故过段期限就经常出现归刀内部故障。

图11 平移轴锁母5) 为着完全防止归刀常见出现故障,决心调整本来的锁母,换洗为客观存在中带自锁实用功能的锁母,以达到急停开关条件。根据2 八个月差不多的完全恢复,进行了从自动化设备手平移油缸自攻螺丝的防松螺丝、油管线接头线接头的密封性及防松螺丝,到自动化设备手伸收轴套的换洗试述缸套罐壁的进行清理等一类别办公,行之有效地防止了自动化设备手常见出现故障过多的发生的情况。三 、结语 生产的机构设备的主轴是生产的机构的价值体系构件,自动化设备手在生产的机构是实行部分。采用平常檢查直接发现了并罚理生产的机构常見的自动化设备出现电脑故障,以减少生产的机构的出现电脑故障宕机多少次和维修服务用时,保持生产的机构的平常用到,提升生产的机构的用到生存期,为各个企业生产的降低价格价格。搭配日常工作售后修补中的先进典型案例对激光处理中夹头和自动化机械厂手的内部告警开始进行分析与总的,立刻更好地判定内部告警,不断提高了夹头的正规性和自动化机械厂手的比较稳明确,拉长了激光处理中暂停服务事件,为拖拉机加工保驾保驾! 一并也为后期处理售后修补提供数据了珍惜的游戏经验。
文章来源:OK智能制造
(版权归原作者或机构所有)











